



Highly flexible and at the same time productive grinding and turning processes for electromobility and co. - this is the claim EMAG is making at this year’s EMO in Milan from October 4 to 9. Among other things, the focus will be on the G 250 machine from EMAG SU (formerly: Samputensili), based near Bologna.With this solution, axle drive gears, gear wheels and shafts with a maximum length of 550 millimeters can be produced cost-effectively by generating or profile grinding. If required, very (...)







Topics / Grinding




Grinding
Lasers present no threat to the grinding sector
September 2021
The early bird gets the worm. This certainly applies to Prof. Dirk Biermann, Head of the Institute of Machining Technology (ISF) at the Technical University of Dortmund. Although the new GrindingHub trade fair – organised by Messe Stuttgart, Swissmem and VDW – is not scheduled to take place until May 2022, the well-known grinding expert and SSPT (German Academic Association for Production Technology) scientist was quick to support the event. The leading ISF figure agreed to give an in-depth (...)


Grinding
SAINT-GOBAIN ABRASIVES SHOWCASES LATEST GRINDING TOOL INNOVATIONS AT GRINDTEC 2018
March 2018
Saint-Gobain Abrasives, the world’s leading manufacturer and supplier of performance abrasives, will present its latest grinding tool innovations from its Norton and Norton Winter brands at this year’s GrindTec. The highlights of the show include products designed for the grinding of engine and gearbox components and the manufacture of components for the aerospace industry. Norton Winter CarbonForce The company will also be demonstrating the advantages of its high porosity abrasives and (...)
Grinding
The Zenith of precision for leading pumping technologies manufacturer
February 2018
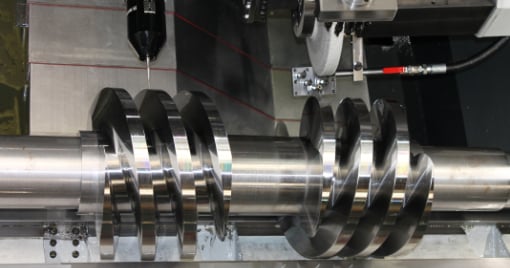
Netzsch, one of Europe’s leading manufacturers of pumping technologies and their systems, has purchased a ‘special version’ Zenith 400 helical profile grinding machine from Precision Technologies Group (PTG) company, Holroyd Precision. The Zenith 400 will be installed and commissioned at Netzsch’s manufacturing facility in Brazil during early 2018. Netzsch will use the Zenith 400 to produce a range of pump screws. These will then be used in a number of the company’s innovative pumping (...)
Grinding
New Holroyd cutter grinding centre introduced for larger diameter helical cutting tools
September 2016
A newly developed ‘large diameter’ CNC cutter grinding machine from Holroyd Precision Ltd is all set to bring considerable advantages to organisations that wish to achieve even greater levels of accuracy and repeatability when finish milling some of the world’s largest helical rotors. Called the CS700E Tool Management Centre, the new machine has been designed especially for the grinding of high-accuracy profile forms on finish milling cutters of up to 700mm in diameter, and follows on from (...)

Grinding
Production cylindrical grinding machine for micro components in Paris
January 2014
The youngest Studer S11 is the smallest machine in the Thun company’s portfolio and is tailor-made for workpieces of up to 200 mm in length. You will be able to discover this new machine at Industrie Paris from March 31 to Avril 4, 2014. This extremely compact machine concept delivers a level of productivity that will amaze even experienced grinding specialists. The S11 embodies an extremely compact design paired with high productivity and Swiss precision. Energy efficiency included and (...)

Grinding
Studer wins innovation prize at Intec
April 2013
After winning the "Prodex Award", the Swiss grinding specialists also won the "intec prize 2013" for their unique "StuderTechnology" software at the intec production technology trade fair in Leipzig at the end of February. Studer accepts the intec prize 2013. Hansueli Zaugg, Studer Area Sales Manager (2nd from left), Peter Stucki, Studer Area Sales Manager (3rd from left) and Christian Grabasch, Studer service technician (4th from left). The "intec prize" was awarded to Fritz Studer AG in (...)

Grinding
Focus and dedication
February 2013
Last week the Studer motion meeting took place. This event is the yearly meeting point for Studer’s agents from all around the world to come to Thun and be informed and trained on the latest hot topics of the company. This year event didn’t show any new machine but was focused on Studer’s philosophy around Swiss (high) quality. And what a pleasure it was to see such focus and dedication. The management of Studer at the press conference held at the motion meeting, from left to right: Peter (...)

Grinding
New top management at Mägerle
August 2012
Erich Schmid (58) has taken over the management of the Mägerle AG Maschinenfabrik in Fehraltorf (Switzerland) as managing director on 1st July 2012. He has many years of international management experience in the machine tool industry, most recently as CEO. Erich Schmid is a qualified mechanical and economical engineer (FH) and a graduate of the Executive Management Program at Stanford University. Eurotec wishes him all the best in his new duties. Mägerle: recognised performance in (...)
Grinding
To work together to better serve the market
December 2011
Trophies awarded at Midest in Paris are not stopped by border; exactly, like the Franco-German alliance Jores/Meca-Rectif winner of the "partnership-alliance” category. In a few years these two double surface grinding subcontracting companies have evolved from fierce competitors to partners working hand to hand to develop the market. Meeting with Mr. Torsten Jores and Philippe Chapé, the two CEO’s. “We simply combined our forces to develop the market” says Mr. Jores. But behind this short (...)