




For years, production costs have been heading in only one direction, that is to say, steeply upward, while the demand is for ever lower manufacturing prices. On top of this, there is a lack of skilled workers. These are the challenges that confront many manufacturers, including WTO, a maker of static and driven precision toolholders. The solution appears to be obvious: a fully automated production hall. In series production, one can always rely on established methods, but for small batch (...)







Topics / Innovation



Innovation
Ensuring harmonious human–machine collaboration in the cockpit
July 2019
Led by CSEM, the PEGGASUS consortium is set to enable new types of human–machine interface (HMI) across cockpit avionics, pushing the boundaries of augmentation in the cockpit. Using the latest in artificial intelligence (AI) and computer vision technologies, this European-funded project will integrate—for the first time—remote eye-gaze tracking and gesture recognition for pilots in a single framework. Its purpose is to enhance human-machine interaction in the complex flight operations of (...)


Innovation
Ensuring harmonious human–machine collaboration in the cockpit
June 2019
Led by CSEM, the PEGGASUS consortium is set to enable new types of human–machine interface (HMI) across cockpit avionics, pushing the boundaries of augmentation in the cockpit. Using the latest in artificial intelligence (AI) and computer vision technologies, this European-funded project will integrate—for the first time—remote eye-gaze tracking and gesture recognition for pilots in a single framework. Its purpose is to enhance human-machine interaction in the complex flight operations of (...)

Innovation
Swedish Steel Prize 2019 is now open for entry
May 2019
Applications are now being accepted for the Swedish Steel Prize 2019, the steel industry’s most prestigious award, which celebrates its 20th anniversary this year The Swedish Steel Prize is an award for ideas and products that have an impact on future steel solutions, and it attracts competitors from across the world. It will be awarded on November 14th, 2019 in Stockholm, Sweden as part of the Swedish Steel Prize 2019 event. Applications are now being accepted. This year marks the 20th (...)
Innovation
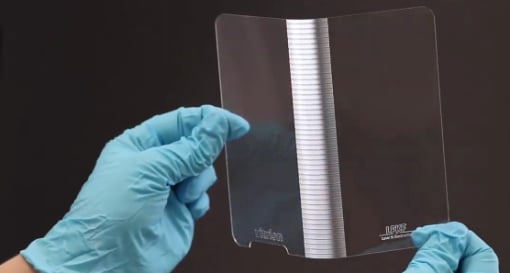
Solution for foldable glass displays: LPKF enables fatigue-free folding of glass
May 2019
Foldable displays are the newest trend in smartphone technology. Current folding displays are made of plastics and are therefore prone to scratches, wrinkles and premature breakdown and malfunc-tion. Conventional smartphone displays do not have these problems because they are made up of at least two layers of tempered glass. Due to the glass, however, these displays cannot be folded easily. LPKF Laser & Electronics AG presents a solution for this problem at this year’s SID Display Week. (...)

Innovation
DFAB HOUSE is officially open
March 2019
DFAB HOUSE has officially opened today on the NEST building of Empa and Eawag in Dübendorf (Switzerland). It is the world’s first inhabited “house” that was not only digitally planned, but also – with the help of robots and 3D printers – built largely digitally. The construction technologies were developed by ETH Zurich researchers in collaboration with industrial partners. A delicate concrete ceiling – cast in 3D-printed formwork – and a curved concrete wall created by a construction robot (...)

Innovation
The first dexterous and sentient hand prosthesis has been successfully implanted
February 2019
A European project has developed the first clinically viable dexterous and sentient prosthetic hand usable in real life. This next-generation medical device heralds a breakthrough for the recovery of hand function after amputation. CSEM has contributed to the development with its ultra-low-power processing and communication technology. Despite decades of research and development on artificial limbs, amputees currently have to make do with powered prostheses based on 40-year old technology. (...)

Innovation
Sigma certified with Quality Seal “Innovative through Research” anew
October 2018
Sigma Engineering GmbH was again awarded with the quality seal “Innovative through Research” by the “Stifterverband für die Deutsche Wirtschaft”. The seal shows the Stifterverband’s appreciation of researching companies in Germany. In September 2018 Sigma Engineering GmbH, Aachen, Germany, again received the quality seal “Innovative through Research”. In continuity of the past years, Sigma was certified as company with a strong commitment to research and development by the “Stifterverband für die (...)

Innovation
EIT @ 10: from paper to Europe’s one-stop shop for innovation
October 2018
The European Institute of Innovation and Technology (EIT) marks the 10 years since the unique EU one-stop shop for innovation was created. This evening, the EIT will also announce the winners of the EIT Awards 2018. 38 nominees are competing in categories recognising excellence in innovation, with women entrepreneurs making up more than 40% of the nominees. More than 350 innovators will gather in Budapest for the EIT’s annual Innovation Forum, INNOVEIT, to discuss the EIT’s unique role (...)

Innovation
Predictive Maintenance: Sensor system for driven tools
September 2017
With the new sensor system Heimatec.Cybercon 4, different tool parameters can be measured and forwarded to a monitoring station. The collected data can be used for maintenance purposes and to prevent machine failures. Digital tool management becomes a reality with Heimatec.Cybercon 4. The sensor system, which has been integrated into the driven Heimatec tool, can be used to measure various tool parameters such as operating time, rpm, temperature or humidity. As the company explains, the (...)