





Arburg has been very active in the fight against coronavirus since the beginning of the pandemic. An outstanding example is the multifunctional face mask, which was developed in collaboration with partners and made ready for series production in only 41 days. Atemmaske, Mund- und Nasenmaske, Filter May saw the start of production of face masks made from LSR (liquid silicone rubber) and PP (polypropylene), initially as versions for everyday use. To protect both the wearer of the mask and (…)





Topics / Molding



Molding
Arburg at the Industry Fair 2019: Automated injection moulding "on demand"
February 2019
Arburg will be present at the Industry Fair in Celje, Slovenia, from 9 to 12 April 2019. As the industry leader, Arburg has been focusing on the subject of digitalisation for many years now and has set out on the path to the digital future of plastics processing together with its customers. What this could look like will be demonstrated with a practical example for Industry 4.0: A flexibly automated turnkey system produces multiple variants of elastic tension straps cost-effectively "on (…)
Molding
Mold Design: Virtually Optimized Cooling Channels
May 2017
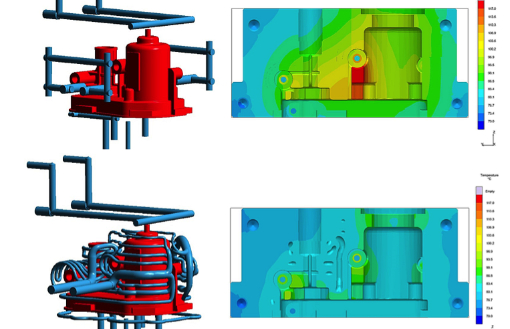
The thermal layout of a mold can be optimized during the design stage, understanding the effect of the cooling channel size and location over the part deformation and its solidification. With Sigmasoft Virtual Molding, which works as a virtual injection molding machine, it is possible to try different concepts and to evaluate the advantage of more expensive approaches, such as conformal cooling, before even starting to cut the steel. Above: conventional cooling approach and resulting (…)
Molding
Sigmasoft® reduces trial-and-error and pushes innovative processes
March 2017
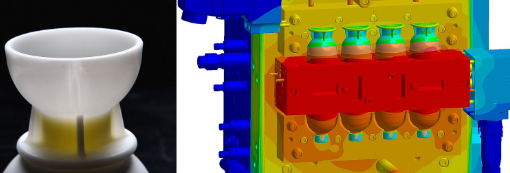
Sigma Engineering exhibits for the first time with their own booth at MECSPE in Parma, Italy. It takes this opportunity to introduce its Sigmasoft® Virtual Molding technology to a broad public and to widen its activities in the Italian market. The technology helps to optimize existing injection molding tools and processes as well as to virtually test innovative processing and tooling concepts. Fig: The mold and complete process for the 2-component LSR egg cup were calculated upfront in (…)

Molding
World PM2016: Arburg to showcase trends in powder injection moulding
September 2016
At the "World PM2016 Congress and Exhibition" to be held from 9 to 13 October in Hamburg, Germany, Arburg will demonstrate the cost-efficient production of smartphone housings. The innovative powder injection moulding application implemented jointly with partner BASF, which will be shown on a hydraulic Allrounder 470 S, is a production-efficient and cost-effective alternative to conventional machining processes. "The booming international smartphone market offers huge potential for powder (…)

Molding
Hands-on Virtual Molding
September 2016
At the world plastics show K 2016, from October 19th to 26th, SIGMA Engineering GmbH surprises visitors with an entirely new perspective on its SIGMASOFT Virtual Molding technology. Under the motto “Hands-on Virtual Molding” the usage along the complete development chain is highlighted – from part design, over mold manufacturing up to serial production. SIGMA furthermore offers a first outlook on future software developments, which include DOE (Design of Experiments) and an optimization (…)

Molding
Taipei Plas 2016: "Golden" Allrounder for efficient plastic processing
June 2016
From 12 to 16 August, Arburg will be presenting an electric and a hydraulic injection moulding machine at the Taipei Plas 2016 in Taiwan. An Allrounder 470 E Golden Electric machine of the electric entry-level series will produce pill splitters for the medical technology sector. A flexible smartphone bumper will be made from liquid silicone (LSR) on a hydraulic Allrounder. On both automated applications, part handling is performed via a linear Multilift Select robotic system. "The Taipei (…)
Molding
Mastering the Challenges in LSR Molding
October 2015
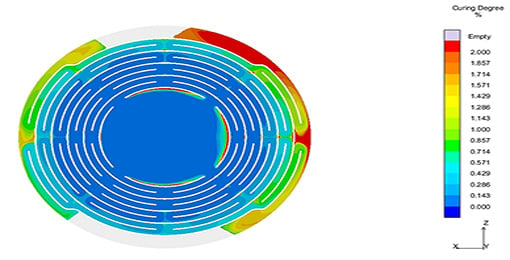
Products made of LSR (Liquid Silicon Rubber) confront the molder with special challenges. Due to its rheological properties and curing kinetics, the desired quality outcome can only be achieved through a narrow process window. However, LSR has good physiological properties and a high thermal stability and has therefore a growing demand, particularly in the medical, baby care and design sectors. To face the challenging production with sufficient preparation, the narrow processing window can (…)

Molding
Survey results confirm MEX success
August 2015
Strong début in Stuttgart: Moulding Expo performs above average in the official survey results. 78% of the exhibitors surveyed rate the event as "very good/good", 90% would recommend MEX and 83% consider the quality of professional visitors as "very good/good". "These are superb figures, which are also being currently confirmed in our conversations with the exhibitors", states Florian Niethammer, Senior Project Manager of Moulding Expo. "Over 100 exhibitors have already booked their stand (…)