




Delcam has launched the 2012 version of its PowerMILL CAM system for high-speed and five-axis machining. The new release includes a number of new strategies, together with more general enhancements to make programming faster and machining more efficient with the best-possible surface finish. Full details, including videos demonstrating the new functionality, can be seen on www.delcam.tv/pm2012/lz.
The most important new option is flowline machining. With flowline machining, the toolpath is divided between a pair of drive curves in a constant number of passes, rather than having a varying number of passes with a constant stepover. The toolpath will have its start and end passes on the drive curves, with the intermediate passes blending between them.
Better surface finish This approach gives smoother results since it ensures that each pass travels over the full length of the area, rather than leaving the part or making major changes in direction during the pass. It produces a better surface finish on the part and minimises wear on the cutter and the machine tool. In PowerMILL 2012, flowline machining can be applied across part of a surface, across a complete single surface or across multiple surfaces. In addition, intermediate curves can be added between the boundaries of the area to give even greater control over the toolpaths. These might be needed for particularly complex fillets or when machining gently-curved surfaces to a smooth finish.
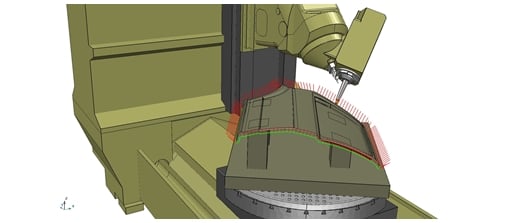
Smoother tool-axis changes Another important new option in PowerMILL 2012 is the ability to control the angular point distribution during five-axis machining. This option can be used to keep the machine tool moving smoothly when there is rapid angular change in one of the rotary axes of the machine tool. The problem occurs mainly when moving around sharp corners but is also important when the machine is operating near a vertical tool axis. If the machine tool is near the gimbal lock position, small movements in the tool-axis vector can result in large movements in one of the axes.
In both examples, smoother tool-axis changes can be achieved by increasing the density of the points in these areas. The user can specify the maximum angle that the tool axis can move between points. Extra points are inserted automatically to ensure the specified maximum angle is not exceeded. This gives a more even movement of the machine and so gives a better surface finish, with no risk of dwell marks. The smoother motion also reduces wear on the machine.
There are many other enhancements in PowerMILL 2012 to discover at EMO or at Delcam’s
For further information on Delcam’s PowerMILL software, please contact Peter Dickin, Marketing Manager Direct phone: 0121 683 1081 [email protected]
Delcam plc Small Heath Business Park, Birmingham, B10 0HJ, UK www.delcam.com