





The requirements for high-pressure CLs have steadily increased in recent years. They are an integral part of modern wet cutting processes. New placement options for the peripherals are sought, including integrated ones. But are they always a good idea? And is a high-pressure filtration solution possible that can solve the space-performance dilemma?

More production space for more lathes means more potential for sales – provided the order situation is given. So why sacrifice more valuable space than necessary in the production department for machining peripherals such as the high-pressure CL? A legitimate question, and a supposedly simple equation. Nevertheless, an insufficiently or incorrectly dimensioned high-pressure CL system can endanger process reliability and efficiency in the long term. That is why it is primarily a question of feasibility under the given space conditions. The focus is on the following questions: How much additional coolant will the plant tank hold? How is the medium temperature stabilised? And what kind of filtration can be built up?
Physics as the natural boundary for integrated solutions in bar feeders
An important parameter in the design of the high-pressure system tank as well as the filtration is the question of the conveying capacity. The limits of physics play a part here. According to the relevant assessment, the physical limit, and thus the balance limit, is reached at a maximum of 30 l/min. A high-pressure CL system also always heats the medium, and system overheating leads to unwanted side effects such as dimensional tolerances or the development of foam – even at pressures of up to 150 bar and a high flow capacity between 20 and 30 l/min. In counteracting the heat problem, the control pump technology is the benchmark. Alternatively, constant pumps with frequency inverters create a control effect that minimises the heat input, but not in a comparable form. The reason for this is the control behaviour of the two technologies. In frequency inverter-supported solutions, it is difficult to move in the optimum. In addition, the power regulates the number of revolutions of the motor, which in turn means that the quantity cannot be regulated downwards infinitely. In comparison, the purely mechanical control pump has tremendous variability. In extreme cases and with the lowest consumption, e.g., during deep-hole drilling or when working internally in a confined space, a conveying capacity of almost 0 can certainly be achieved. Initially, only the actual amount required is produced/provided, and that at a lower drive output than with most constant pumps. This results in the lowest possible heat input, so active cooling can often be avoided. Furthermore, the control pump keeps the temperature of the cooling lubricant relatively constant, especially for cutting oils. This avoids problematic temperature peaks in either direction.
Other factors that determine the size of the high-pressure CL system are the degree of contamination and the chip type of the cooling medium. If cutting processes with a higher, or occasionally high, fine-chip formation come into play, conventional filtration will quickly reach its limits. It then becomes an efficiency killer – in terms of medium purity – and can put a massive strain on the service life of pumps and tools as well as on the quality of the output. The only solution with standard filters is to replace or to clean, if the element is made, for example, of wire mesh. Larger filter cartridges would be more likely to be effective here than twin coupling filters or even an automatic filter.
High-pressure filtration meets bar feeder – best option or stopgap?
“All in all, there is a dilemma, or rather a paradox. The systems are to become more and more compact. At the same time, the demands on process reliability and the quality of output are increasing, which in turn speaks for larger filters, larger pumps, larger tanks, additional cooling and much more. It is difficult to reconcile all this”, says Martin Müller of the current market developments, adding: “But this has been our aim and our claim for many years. We actually created the ultimate in terms of integration and performance in the combistream. We opened up the space under the bar feeder for high-pressure CLs a few years ago with our combiloop models CL1 and 2 E. We were able to implement our new filter cartridge concept under the feeder, even in the twin coupling filter version. This provides a long service life of the filters. And in our latest innovation, the combiloop CL3 E that is coming onto the market in November, we have even managed to integrate eco+ regulating pump technology and the automatic filter. Plus the option of active cooling. This is a milestone, and redefines the limits of what is possible and of the high-pressure unit – including under the bar feeder.”
Best in class in compact high pressure under the bar feeder
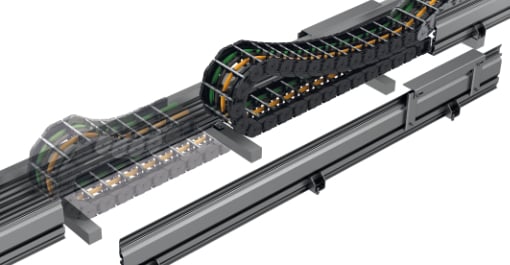
The innovative product concept of the combiloop CL3 E provides the basis for this – or rather, two. The Müller development has turned a compact high-pressure unit into a flexible and compact high-pressure unit. The idea is both simple and ingenious. The combiloop consists of two separately placeable functional elements – the technology was separated. Element 1 is the functional unit, which includes the high-pressure generation as well as the pure tank. Element 2 is the filtration unit, which contains the correct process-safe filtration technology, from easy-change filter to automatic filter, depending on the customer’s application. A self-cleaning automatic filter, for instance, can be used to filter very high levels of contamination with a high fine-chip content. And control effect high pressure returns the medium to the internally cooled tool at up to 300 bar, doing so with extreme energy efficiency and sustainability. Whether steels and hard alloys or very fine-chip materials, the new combiloop CL3 E high-pressure bar feeder will enable process-safe, highly space-saving machining in the future.
“The secret is that by separating the units, we are able to offer our customers maximum performance and maximum flexibility. Internally, we call it modular intelligence, and I think that’s a good name. We are simply creating more space for our technology, and yet are more compact overall because we do not usually build over the outer limits of the feeder even when placed separately. Thanks to the separation, the customer can put the elements wherever there is space for them. Because there isn’t just THE ONE situation under the feeder, and there are lots of different feeder models. For instance, if the customer has a toolbox under the feeder, he can position the elements separately. If there is already something to the left or right, he can use the space in the middle. The customer never has to compromise in terms of cost savings or quality improvement thanks to high pressure. Another advantage is that of our system partnerships with the leading partners, which almost automatically guarantees the smooth interaction with the majority of standard machining tools”, explains Alexander Lang, Product Manager at Müller Hydraulik GmbH.
No spatial restrictions – a truly sustainable purchase
The product benefit is also a new benchmark for the field of compact high-pressure filtration in terms of future-oriented investment. It forms a unit with the feeder, but is technologically split from it. In addition to the modular expansion stages, which also have higher performance parameters than standard solutions, it also works as a stand-alone solution – regardless of the feeder lifetime, and above all regardless of how machine occupancy and the order and production situation or premises may change. The combiloop CL3 E can adapt to the customer’s future business at any time.
So if one considers the overarching product benefits of the new, innovative concept, i.e., the division of the high-pressure unit, then the following becomes evident:
A) Units can be placed separately and together
= modularity / modular intelligence
- Flexibility in terms of location / spatial requirements / changes. Including in the future!
- Investment safety! (B) Best in class under the bar feeder
CL3 technology + innovations
= modular system / design
- Fast payback
- Increased economic efficiency and competitiveness
- Greater process reliability
Two elements, lots of innovations, even more advantages!
“The combiloop CL3 E is the sum of our technological achievements and new clever innovations”, says Stefan Mauth, head of construction in Müller’s development department. “The combiloop CL3 E is a very customer-centred product. Performance and flexibility in a very small space go hand in hand with ease of use, installation and maintenance. It’s difficult to reconcile all this on the development side.”
Controlling the combiloop CL3 E is intuitive, and the functional visualisation is carried out in operation via an LED colour coding system – beautifully integrated in terms of both looks and design. Thanks to the self-explanatory traffic light colour navigation (green, yellow, red), it is immediately clear if the combiloop CL3 E is working properly or if there is an urgent or acute need for action. Furthermore, the combiloop CL3 E also impresses with other advanced technologies and innovative changes with which Müller will set new standards, such as:
- a standard integrated flow monitor, optionally available as an adjustable flow monitor,
- an integrated panel heat exchanger that, thanks to cooling of the bypass or full flow filtration, increases dimensional accuracy and thus reduces waste, and
- that reduces filter-based maintenance intervals – and downtimes – towards zero.
Martin Müller summarises Müller’s endeavours thus: “We have simply rethought high pressure in the combiloop CL3 E. We wanted to create a new understanding in terms of high-performance, highly flexible and highly compact high-pressure cooling. Cooling in which our customers can really benefit, sustainably, from the benefits of high-pressure machining despite, or perhaps precisely because of, the placement in combination with the bar feeder.”